Baterie litowo-jonowe mają szeroki zakres zastosowań. Zgodnie z klasyfikacją obszarów zastosowań, można je podzielić na baterie do magazynowania energii, baterie zasilające oraz baterie do urządzeń elektroniki użytkowej.
- Akumulator do magazynowania energii obejmuje magazynowanie energii w komunikacji, magazynowanie energii elektroenergetycznej, rozproszone systemy energetyczne itp.;
- Akumulatory zasilające są stosowane głównie w energetyce, obsługując m.in. nowe pojazdy elektryczne, wózki widłowe elektryczne itp.;
- Akumulatory do urządzeń elektroniki użytkowej znajdują zastosowanie w urządzeniach konsumenckich i przemysłowych, w tym w inteligentnych licznikach, inteligentnych systemach bezpieczeństwa, inteligentnym transporcie, Internecie rzeczy itp.
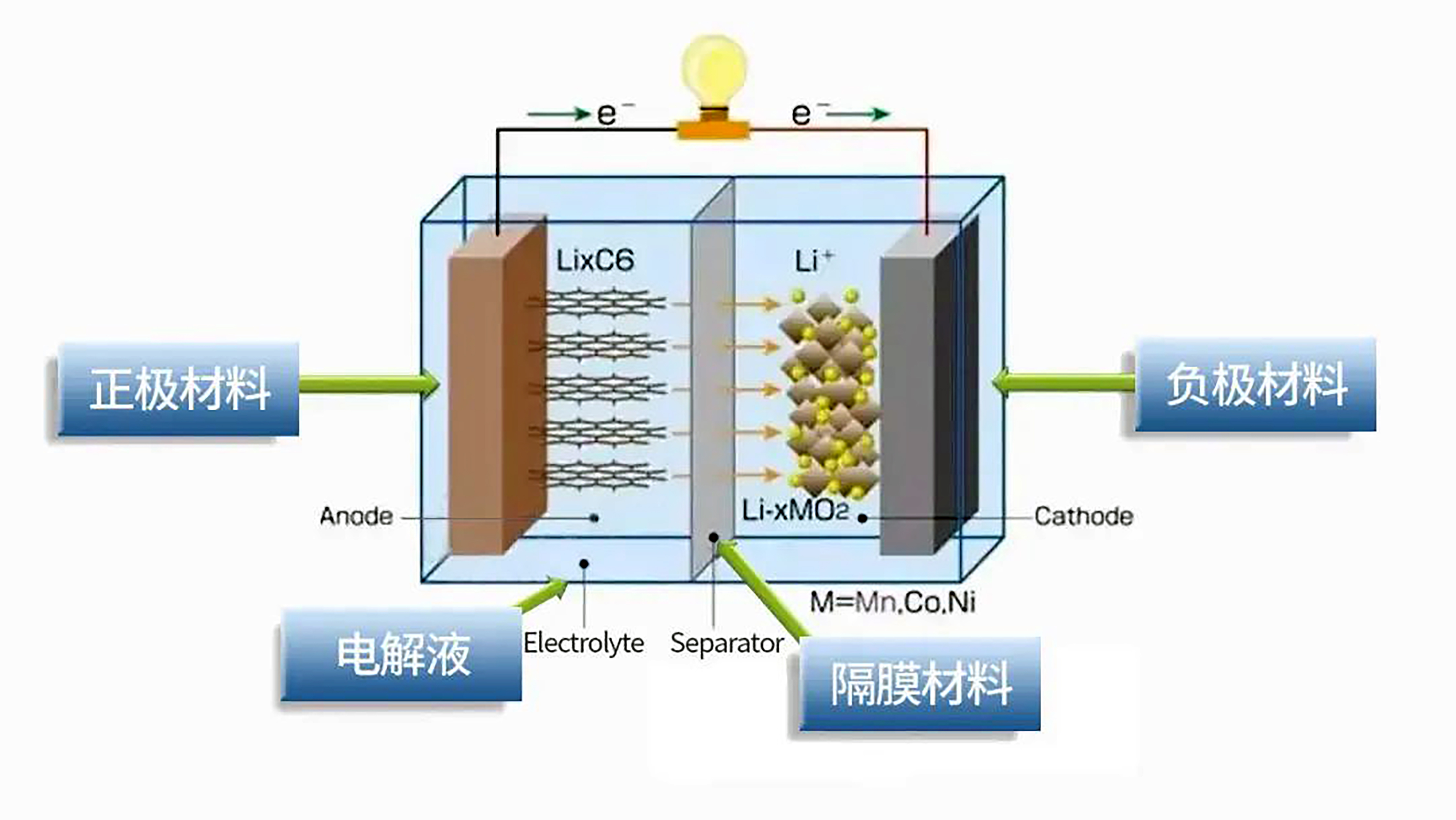
Akumulator litowo-jonowy to złożony system składający się głównie z anody, katody, elektrolitu, separatora, kolektora prądu, spoiwa, przewodzącego materiału itd., w którym zachodzą reakcje, m.in. reakcja elektrochemiczna anody i katody, przewodzenie jonów litu i przewodzenie elektronów, a także dyfuzja ciepła.
Proces produkcji baterii litowych jest stosunkowo długi i obejmuje ponad 50 procesów.
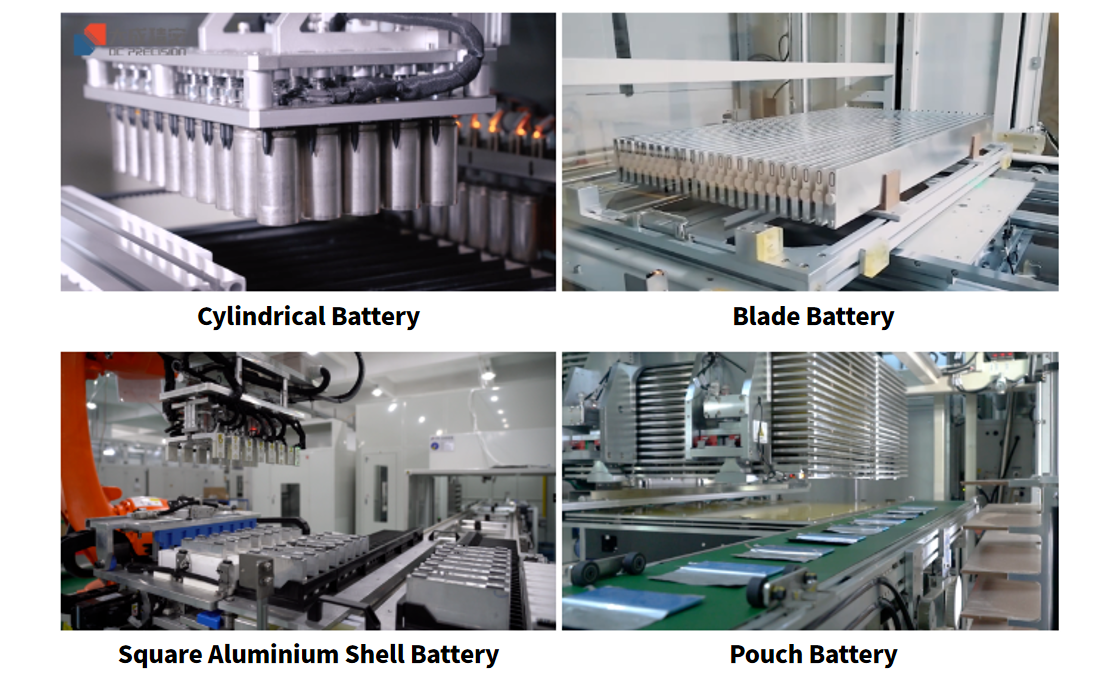
Baterie litowe można podzielić na baterie cylindryczne, baterie z kwadratową aluminiową obudową, baterie kieszeniowe i baterie typu blade, w zależności od kształtu. Istnieją pewne różnice w procesie produkcji, ale ogólnie rzecz biorąc, proces produkcji baterii litowych można podzielić na proces front-end (produkcja elektrod), proces pośredni (synteza ogniw) i proces back-end (formowanie i pakowanie).
W tym artykule zostanie przedstawiony proces produkcji baterii litowych.
Celem produkcyjnym procesu front-end jest ukończenie produkcji elektrody (anody i katody). Jego główne procesy obejmują: mieszanie, powlekanie, kalandrowanie, cięcie wzdłużne i wykrawanie.
Zawiesina/mieszanie
Mieszanie/zawiesina polega na równomiernym wymieszaniu stałych materiałów baterii, anody i katody, a następnie dodaniu rozpuszczalnika w celu uzyskania zawiesiny. Mieszanie zawiesiny stanowi punkt wyjścia dla linii produkcyjnej i jest wstępem do zakończenia kolejnych procesów powlekania, kalandrowania i innych.
Zawiesinę baterii litowej dzieli się na zawiesinę elektrody dodatniej i zawiesinę elektrody ujemnej. Do mieszalnika należy dodać substancje czynne, węgiel przewodzący, zagęszczacz, spoiwo, dodatek, rozpuszczalnik itp. w odpowiednich proporcjach. W wyniku mieszania uzyskuje się równomierną dyspersję zawiesiny ciało stałe-ciecz do powlekania.
Wysokiej jakości mieszanie stanowi podstawę wysokiej jakości wykonania kolejnego procesu, który bezpośrednio lub pośrednio wpływa na bezpieczeństwo i parametry elektrochemiczne akumulatora.
Powłoka
Powlekanie to proces nakładania na folie aluminiowe i miedziane odpowiednio materiału aktywnego dodatniego i ujemnego, a następnie łączenia ich z substancjami przewodzącymi i spoiwem w celu utworzenia arkusza elektrody. Rozpuszczalniki są następnie usuwane poprzez suszenie w piecu, tak aby substancja stała związała się z podłożem, tworząc dodatni i ujemny arkusz elektrody.
Powłoka katodowa i anodowa
Materiały katodowe: Istnieją trzy rodzaje materiałów: struktura laminowana, struktura spinelu i struktura oliwinu, odpowiadające odpowiednio materiałom trójskładnikowym (oraz kobaltanowi litu), manganianowi litu (LiMn2O4) i fosforanowi litu i żelaza (LiFePO4).
Materiały anodowe: Obecnie materiały anodowe stosowane w komercyjnych akumulatorach litowo-jonowych obejmują głównie materiały węglowe i niewęglowe. Wśród nich znajdują się anody grafitowe, które są obecnie najczęściej stosowane, oraz nieuporządkowane anody węglowe, węgiel twardy, węgiel miękki itp.; materiały niewęglowe obejmują anody na bazie krzemu, tytanian litu (LTO) i tak dalej.
Jako główne ogniwo procesu front-end, jakość wykonania procesu powlekania ma ogromny wpływ na spójność, bezpieczeństwo i cykl życia gotowej baterii.
Kalandrowanie
Pokryta elektroda jest dodatkowo zagęszczana za pomocą wałka, dzięki czemu substancja czynna i kolektor znajdują się w bliskim kontakcie, co zmniejsza odległość przemieszczania się elektronów, zmniejsza grubość elektrody i zwiększa pojemność ładowania. Jednocześnie może to obniżyć rezystancję wewnętrzną akumulatora, zwiększyć przewodność i poprawić wskaźnik wykorzystania pojemności akumulatora, zwiększając jego pojemność.
Płaskość elektrody po procesie kalandrowania ma bezpośredni wpływ na efekt późniejszego procesu cięcia. Jednorodność substancji czynnej elektrody ma również pośredni wpływ na wydajność ogniwa.
Cięcie
Cięcie wzdłużne to ciągłe, podłużne cięcie szerokiego zwoju elektrody na wąskie plastry o wymaganej szerokości. Podczas cięcia elektroda poddawana jest działaniu sił ścinających i ulega zniszczeniu. Płaskość krawędzi po cięciu (brak zadziorów i wygięć) jest kluczowa dla oceny wydajności.
Proces produkcji elektrody obejmuje spawanie elektrody, nakładanie ochronnego papieru samoprzylepnego, owinięcie elektrody i wycięcie jej laserem w celu późniejszego nawinięcia. Wykrawanie polega na wytłoczeniu i nadaniu kształtu powleczonej elektrodzie do dalszego procesu.
Ze względu na wysokie wymagania dotyczące bezpieczeństwa akumulatorów litowo-jonowych, w procesie produkcji akumulatorów litowych szczególnie liczy się dokładność, stabilność i automatyzacja sprzętu.
Jako lider w dziedzinie urządzeń do pomiaru elektrod litowych, Dacheng Precision wprowadził na rynek serię produktów do pomiaru elektrod w procesie produkcji baterii litowych, takich jak gęstościomierz rentgenowski/β, grubościomierz i gęstościomierz CDM, grubościomierz laserowy i tak dalej.

- Super rentgenowski miernik gęstości powierzchniowej
Jest on przystosowany do pomiaru szerokości powłoki ponad 1600 mm, obsługuje ultraszybkie skanowanie i wykrywa szczegółowe cechy, takie jak obszary przerzedzenia, zarysowania i krawędzie ceramiczne. Może być pomocny w procesie powlekania w obiegu zamkniętym.
- Miernik gęstości powierzchniowej promieni X/β
Stosuje się go w procesie powlekania elektrod akumulatorowych i procesie powlekania separatorów powłoką ceramiczną do przeprowadzania pomiarów gęstości powierzchniowej mierzonego obiektu w trybie on-line.
- Miernik grubości i gęstości powierzchniowej CDM
Może być stosowany w procesie powlekania: do wykrywania online szczegółowych cech elektrod, takich jak pominięte powłoki, braki materiału, zarysowania, kontury grubości obszarów przerzedzenia, wykrywanie grubości AT9 itp.;
- Wieloklatkowy system pomiaru synchronicznego śledzenia
Służy do powlekania katod i anod baterii litowych. Wykorzystuje wiele ramek skanujących do synchronicznych pomiarów śledzenia elektrod. Pięcioramkowy synchroniczny system pomiarowy umożliwia kontrolę mokrej warstwy, ilości netto powłoki oraz elektrody.
- Miernik grubości laserowej
Służy do wykrywania elektrody w procesie powlekania lub kalandrowania baterii litowych.
- Miernik grubości i wymiarów offline
Służy do wykrywania grubości i wymiarów elektrod w procesie powlekania lub kalandrowania baterii litowych, co poprawia wydajność i spójność.
Czas publikacji: 31.08.2023




